Core Product
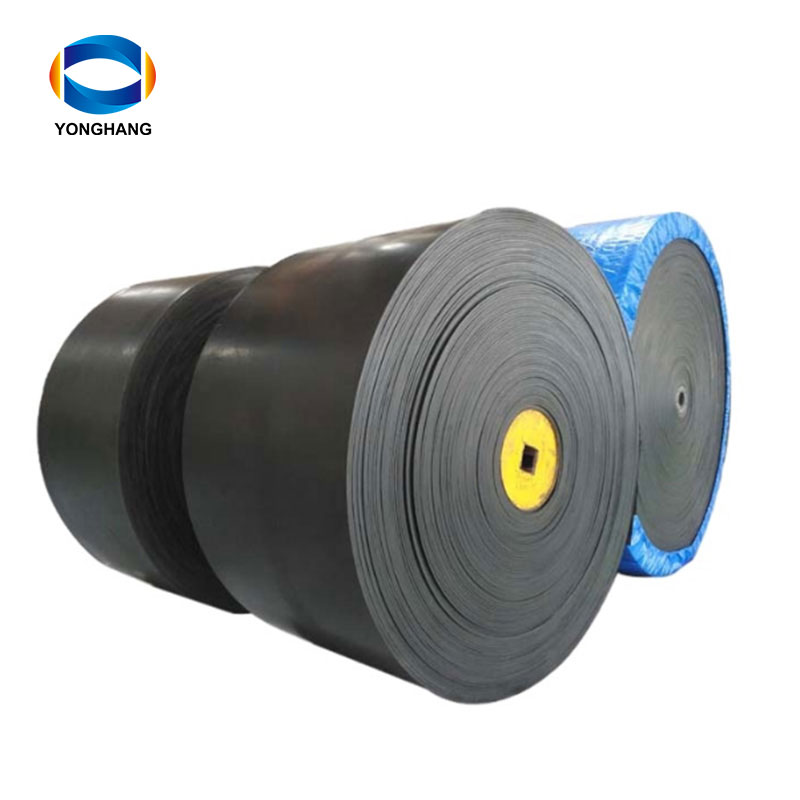
Rubber Conveyor Belt
• Features a composite formulation of natural and synthetic rubber, delivering high strength, wear resistance, and impact resistance. Ideal for conveying heavy-duty materials like coal and ore, with a service life 30% longer than standard products.
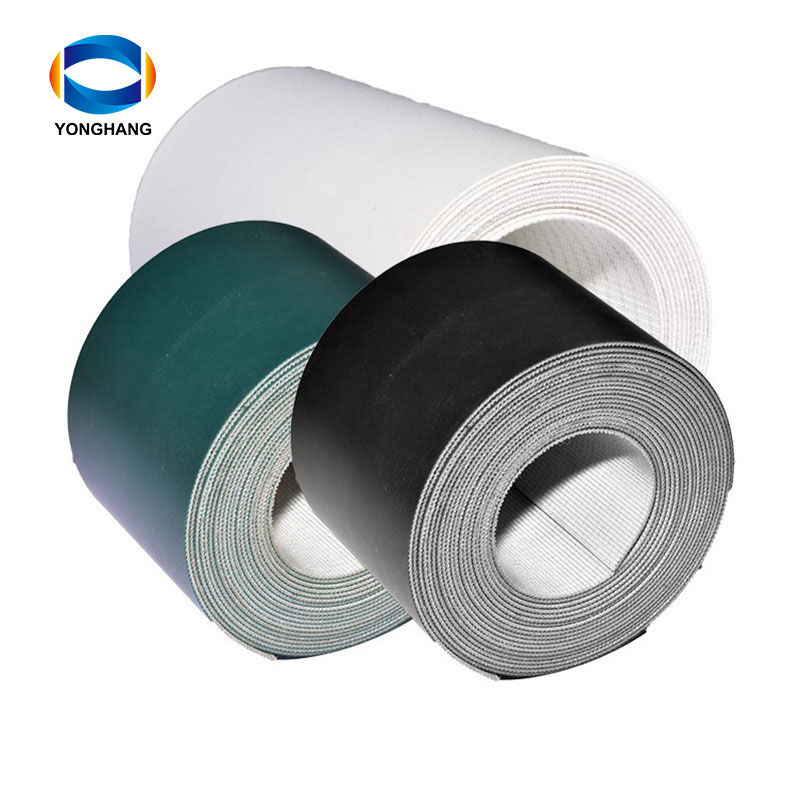
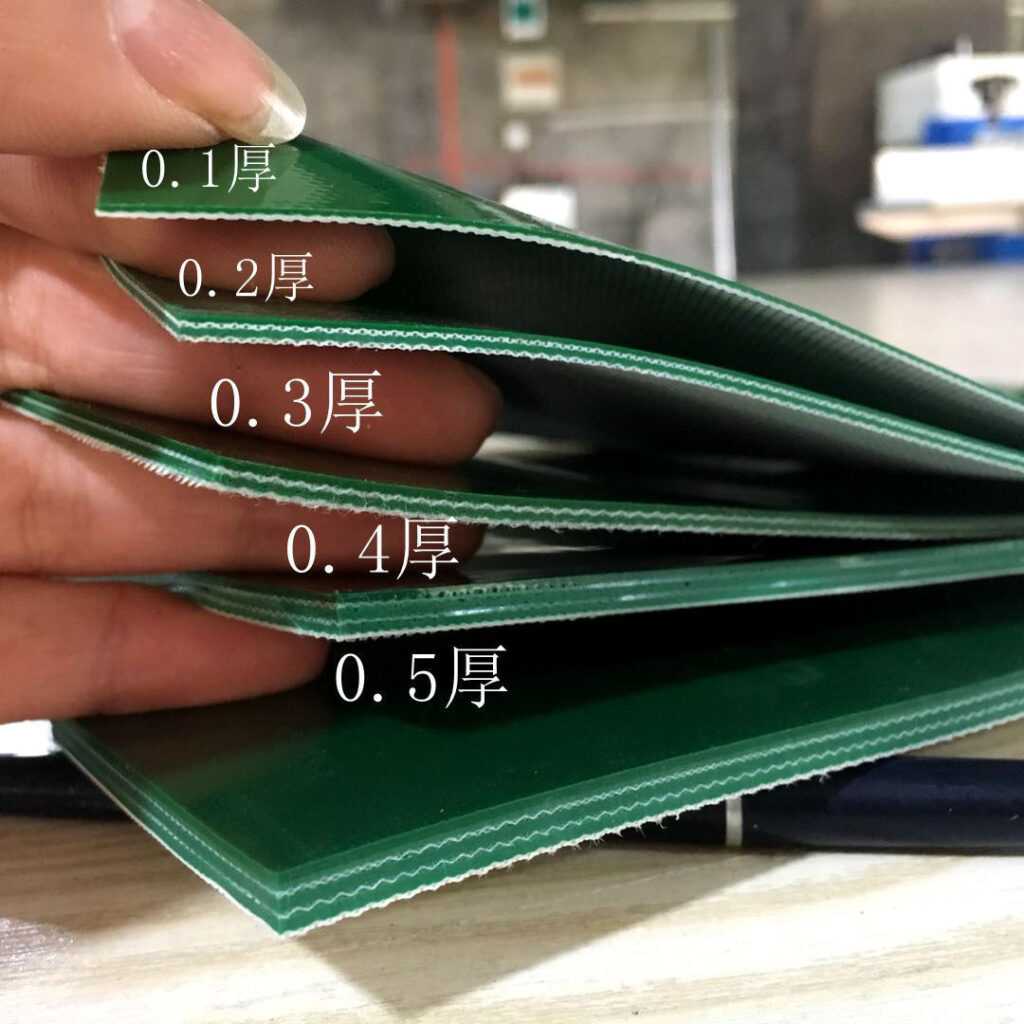
PVC/PU Conveyor Belt
• Eco-friendly food-grade conveyor belt certified by FDA and EU. Non-toxic and odorless, resistant to oil stains and easy to clean. Widely used in cleanroom environments for food processing, packaging, and electronics assembly.
Silicone Conveyor Belt
• High-temperature resistant (-60°C to 230°C), anti-adhesive, specifically designed for high-temperature curing processes in baking, pharmaceuticals, and electronic components. Surface smoothness reaches Ra ≤ 0.8μm, meeting precision transmission requirements.
Teflon (PTFE) Conveyor Belt
• High-temperature resistance (-70°C to 260°C), exceptional corrosion resistance (withstands strong acids, alkalis, and organic solvents), low friction coefficient (μ ≤ 0.05). Used for transporting corrosive media in chemical processing, textile dyeing, lithium battery manufacturing, and related industries.
Plastic Modular Conveyor Belt
•Modular design, wear-resistant and clean, with replaceable modules for cost savings. Specifically engineered for the automotive and logistics industries, providing a smart, quick-change transmission solution.
Stainless Steel Mesh Conveyor Belt
•High-temperature resistant, corrosion-resistant, and highly breathable. Ideal for long-term stable transportation in extreme environments such as food processing and chemical industries. Suitable for conveyor lines requiring cleaning, air permeability, and drainage.